
CP133是可瑞得推出的适用于耐腐蚀和耐磨性需求的塑胶模具钢。较好的抛光性和耐腐蚀性,用于制作长期生产的PA、POM、添加阻燃剂以及 添加GF(30%以下)的塑料模具。
S136EFS是瑞典一胜百(ASSAB)开发的一款高性能预硬塑胶模具钢,属于马氏体不锈钢系列。它在传统S136钢的基础上进行了优化,特别针对塑胶模具的复杂工况和表面质量要求,兼具耐腐蚀性、耐磨性和加工便利性。
一. 化学成分
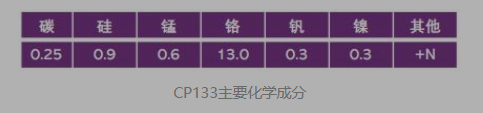
碳(C): 0.38%左右,平衡强度与韧性。
铬(Cr): 约13.5%,提供优异的耐腐蚀性和耐磨性。
钼(Mo): 0.5-1.0%,增强抗点蚀能力和热强性。
镍(Ni): 0.8-1.2%,提高韧性及抗腐蚀性。
钒(V): 微量添加(约0.1%),细化晶粒,提升耐磨性。
二、物理性能与特性
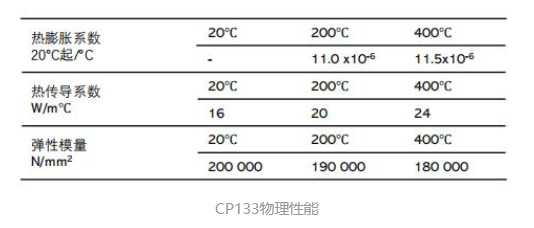
基础性能:
密度:7.85 g/cm³
弹性模量:约 210 GPa
热导率:16-25 W/(m・K)(随温度升高略有下降)
线膨胀系数:10.5×10⁻⁶/°C(20-100°C)
关键优势:
耐腐蚀性:优于普通模具钢(如 P20、718),适合生产接触腐蚀性塑料(如含氟、氯树脂)或潮湿环境下的模具。
抛光性能:经研磨抛光后可达镜面效果(Ra≤0.01μm),满足光学透镜、透明制品(如汽车灯罩、医疗注射器)的表面精度要求。
尺寸稳定性:淬火变形率≤0.05%,适合精密模具(如多腔模具、齿轮模具)的高精度加工。
耐磨性:通过热处理优化碳化物分布,抗磨粒磨损能力优于常规不锈钢模具钢。
三、加工性能与热处理工艺
加工性能:
切削加工:退火态(硬度≤235HB)切削性能良好,建议使用硬质合金刀具,进给量 0.1-0.3 mm/rev,切削速度 50-80 m/min。
抛光加工:需分阶段研磨(从 800# 到 2000# 砂纸),配合钻石膏抛光,避免表面划伤;纯净度高的钢材抛光效率提升 30% 以上。
电火花加工(EDM):放电参数需匹配,避免过度放电导致表面粗糙,加工后建议进行去应力回火。
焊接性:推荐使用含 Cr13 成分的焊条(如 AWS E410),焊前预热 150-200°C,焊后缓冷以减少裂纹风险。
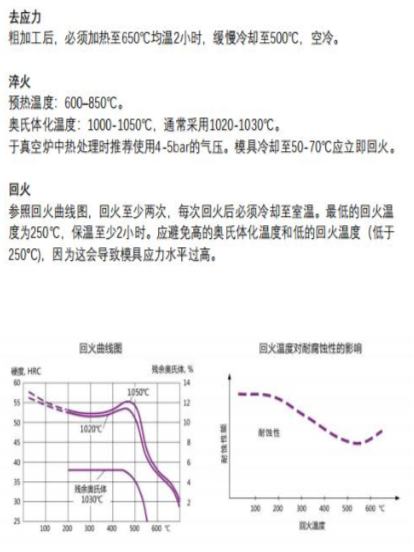
热处理工艺:
低温回火(150-200°C):保持高硬度(HRC 50-54),适用于耐磨需求高的模具。
中温回火(450-550°C):调整硬度与韧性平衡(HRC 45-50),减少模具开裂风险。
退火:850-880°C 保温 2-4 小时,随炉冷却至 500°C 以下,硬度降至 200-235HB,消除锻造 / 加工应力。
淬火:1000-1050°C 加热(真空炉或保护气氛),油冷或气冷,硬度可达 HRC 52-55(根据截面尺寸调整冷却速度)。
回火:
去应力处理:粗加工后(600-650°C 保温 2 小时)或电火花加工后(180-200°C 保温 4 小时),消除内部应力,防止变形。
总结
CP133 通过高纯净度冶炼精准热处理,有较好的抛光性、耐腐蚀性和尺寸稳定性上达到平衡,是塑胶模具的理想材料。
S136EFS凭借其预硬状态下的高硬度、卓越耐腐蚀性及易加工性,成为复杂塑胶模具的理想选择,尤其适合对表面质量和使用寿命要求严苛的应用场景。
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://www.mjgaz.cn/waq/276246.html
